皆様も発泡スチロール(EPS)を何度か目にしたことがあるでしょう。 発泡スチロールは様々な分野で使われていますからね! よく目にするものとしては市場などで新鮮な魚を入れていたり、インスタント麺の容器であったり、電化製品など精密機械の緩衝材などでしょう。 様々な用途で使われているのにはワケがあるのです。 それは発泡スチロールの他にはない機能と特性があるからなのです。 ここではその驚くべき機能と特性をご紹介いたしましょう。
発泡プラスチック材質の種類
発泡スチロールは発泡プラスチック素材の1種になります。 スチロールの他にも多種多様な素材があり、私どもでご用意することが可能な素材をピックアップしています。
発泡スチロールの基本情報
発泡スチロールに含まれる成分や性質について解説します。
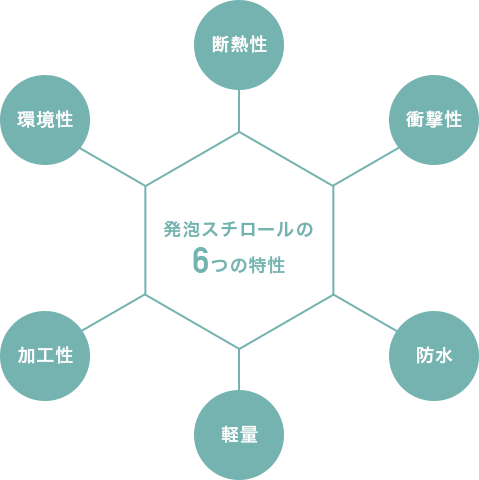
発泡スチロールの特性
発泡スチロール製品は、98%が空気であることから優れた 『 断熱性 』 と 『 緩衝性 』 の2大特性を生み出しています。
さらに、軽くて、成型しやすい事から、生活の中の幅広い分野で使われるようになりました。
発泡スチロールの歴史
発泡スチロールは1950年にドイツのBASF社のスタストニー(Dr.Stastny)とゲート(Dr.Gaeth) によって発明されました。(ドイツ特許 No.845264)
1954年には日本への輸入が始まり、1962年には国内生産も始められました。 国内での年間需要量は20万トンを超え、50倍発泡として計算するとその体積は1千万㎥以上という量になります。
体積でみると発泡していない全プラスチックの年間国内生産量に匹敵します。
なお、日本の科学用語だと発泡ポリスチレンが正式な名前ですが、開発されたドイツでの呼び方スチロール(Styrol)に由来して発泡スチロールと呼ばれています。
引用元:発泡ポリスチレンのすべて(マーテック株式会社出版)
利用方法

物流
断熱性・耐水性・軽量であることなどから水産物などの出荷箱として利用されています。また、衝撃を吸収する(緩衝性)によりテレビなど精密機械の梱包材としても多く利用されています。

フロート(浮き)
空気を多く含んでいることで高い浮力があり、浮桟橋などのフロートや浮きとして利用されています。

建築
高い断熱性から住宅用断熱材として利用されています。床や壁、屋根などに板状の発泡スチロールを入れるこで、外部から熱が入らないようにし、冷房や暖房による快適な状態を保つことができます。

土木
軽量盛土材として、道路や空間の穴埋めなどで利用されています。

農業
水耕栽培のパネルや専用の発泡スチロールを土に埋めることで安定した排水機能を発揮し、暗渠排水材としての利用もあります。

教育
安価で加工性が高いことから教育用の教材としても利用されています。
リサイクル実績
発泡スチロール製品はゴミ集積場などにおいて、白くてかさばることからとても目立つ素材です。
そのため、ごみ問題において標的とされることも多くあります。
また、一部では未だに燃やすと有毒ガスや環境ホルモンが発生するという誤解も残っています。
実際には有毒ガスなどの発生は一切なく、省資源でエコな素材であり、高いリサイクル率を誇り、2014年の調査では89.3%を達成しています。
主なリサイクル手法としては下記の3つがあります。
引用元:発泡スチロール協会Webサイト
3つのリサイクル
-
マテリアルリサイクル

プラスチックの原料として再資源化し、プラスチック製品などに再利用します。
-
ケミカルリサイクル
熱や圧力を加えて、ガスや油として再資源化し、燃料などに再利用します。
-
サーマルリサイクル

燃焼させることで、高い熱エネルギーを発生させて、発電などに再利用します。
製造方法

原料仕入
スチロールの原料はビーズ状でフレコンバッグまたはドラムにて入荷します。また色が着いたものなど、原料にも多くの種類があります。 原料ビーズは製造現場の根っこといえます。原料をしっかりと予備発泡させないと現場全体の流れに影響します。
原料には多くの種類があり、製品によって全く違った原料に変更しなければならないのです。その際は原料の種類と発泡倍率を間違わないように常に確認に確認を重ねています。【直責任者 大西主任】
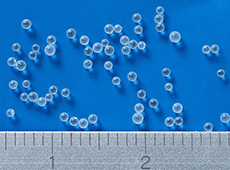
予備発泡・熟成
原料ビーズをあらかじめ所定の倍率にまで発泡させます。 予備発泡された原料は中が減圧状態となり、そのままでは安定して成形できないので内部圧力が大気圧と同等になるまでサイロで12~24時間程度熟成します。
右の写真は50倍に発泡させたものです。発泡倍率は5~80倍まで自由に設定できます。
成形

予備発泡されたビーズは天井に張り巡らされたパイプラインを通って成形機へと運ばれていきます。成形機は金型を交換することによって様々な種類の製品を成形します。
成形機は現場の要であり、24時間ほとんど休まず稼働して生産を続けています。そのため成形機のメンテナンスには特に気を付けています。成形機に何かあった場合などに備えて緊急連絡体制を整えており、即急な対応が可能です。お客様の要望に応えるためにがんばってます。 【工場長 三田村係長】
検品

成形機の下では・・・幾度も厳重に製品重量の管理を行い、しっかりとした製品ができてくるかの検査を行います。 さらに成形品に汚れや欠けがないか一個一個すべて検品を行い、社員一同で不良品をなくすために努めています。 ここから現場梱包、2次加工へと分かれます。
不良品の見極めには非常に苦労していますが、それでも良質なものをお客様にお出しするためにがんばっております!しかし残念ながら不良品は出てくるもので、出る度に緊急で話し合いを行い原因究明と改善のために社員一丸となって努めております。【成形担当 孝治主任】
乾燥
成形され、加工されるのを待つスチロールたち。 ここから印刷を行うものはさらに乾燥室にて一眠り。
乾燥させることによって印刷の仕上がりが美しくなります。
加工方法
熱線(ニクロム線)加工
発泡スチロールは電熱線で加工されることがほとんどです。原反ブロックをスライスして板状にカット加工したり、NC加工機によって円柱や六角柱といった様々な形状に切り抜くことが出来ます。 切り文字やキャラクターのシルエット形状への加工も可能です。 ※中空形状(例:切り文字のAやDなど)の場合に熱線が中に入るための筋ができます。

刃物加工
1.トムソン加工
木型を作り、トムソン刃を用いてプレス(打ち抜き)加工を施します。 あまり細かい形状は難しいですが、熱線加工と違い早いスピードで切り抜きができます。また、熱線加工だと中空形状の場合に熱線が通る筋が入りますがトムソン加工だと筋はできません。
2.エンドミル加工(切削)
一見するとドリルの様な工具ですが、エンドミルは穴あけのみでなく側面の切削もできる工具となります。複雑な3次元形状や継ぎ接ぎが不可な加工品などを製作します。※加工には3次元データが必要です。
3.ホルソー加工(穴あけ)
電動工具に取り付けて穴を開けるための工具を用いた加工方法です。
4. のこぎり・カッター
個人で発泡スチロールを手加工する場合に多く用いられます。発泡スチロール専用のカッターも販売されており、細かい仕上げ作業などにおいて私たちも用いることがあります。

電機植毛(フロッキー)加工
表面に特殊なノリを塗布し、静電気を用いて細かいパイル(毛)を付けます。高級貴金属の入れ物や車のシートなどに用いられる加工ですが、発泡スチロールにも施す事ができます。
塗装
水性塗料であれば直接を塗装することができます。 下地処理を行うことで油性塗料も利用できます。
コーティング
1.防水・耐久性を向上させるコーティング
発泡スチロール容器も長期間ずっと水を入れた状態だと水漏れを起こす場合があります。また特注容器を分割板を貼り合わせて製作した場合に隙間埋めのため防水コーティングを施す方法があります。
※このコーティングにより同時に耐久性も向上する
2. 耐候性(紫外線劣化)を向上させるコーティング
そのままの状態だと紫外線で劣化してしまいますが、表面に皮膜を作って発泡スチロールに直接当たらないようにすることで紫外線劣化を防ぐことが出来ます。発泡スチロール容器をプランター代わりに利用したり、海面のブイなどが年数経過によりボロボロになるのは紫外線(海面の場合は浮遊する油なども影響する)によって劣化するためです。

接着
発泡スチロール同士の接着には主にホットメルトが利用されています。 細かい工作だと木工用ボンドや市販で発泡スチロール専用のノリも販売されています。接着剤には様々な種類があり、使用すると発泡スチロールが溶けてしまう物もあり注意が必要です。 他に強粘着の両面テープなどでも接着できます。 ※2015年現在、瞬間接着剤も開発中ですが、まだ実用性は低いです。

特性別試験データ
発泡スチロールの松原産業では、過去に発泡スチロールメーカーの団体で試験したデータを掲載しています。

- ただいま準備中です。
- ただいま準備中です。
- ただいま準備中です。
- ただいま準備中です。